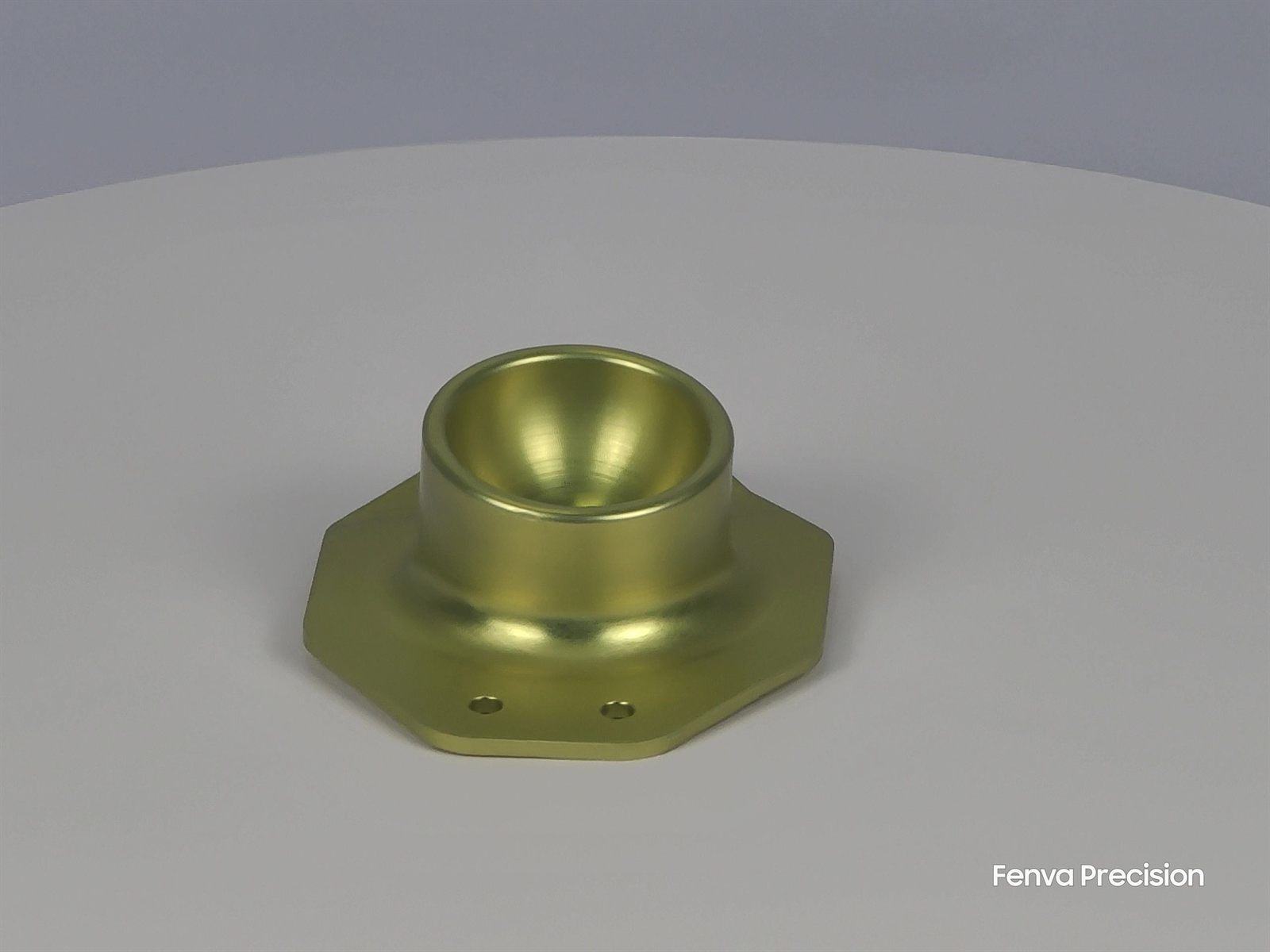
The most common question before a project starts isn't tolerance or price. It's "what will the finish look like, and which one does the part actually need?" Here is the practical answer: every finish we run, with real numbers for appearance, roughness, thickness, corrosion resistance, the effect on your dimensions, and cost, plus what each industry specifies and how to call it out on a drawing.
Every finish starts from the as-machined surface, the texture left behind by the cutting tool. Turned parts come out finer (Ra 0.8–1.6 µm) than milled faces (Ra 1.6–3.2 µm) because the tool stays in continuous contact with the part. This baseline matters because most coatings copy that surface rather than hide it, as we explain below.
Every finish, with the numbers
| Finish | Look & feel | Ra / thickness | Corrosion | Effect on size | Cost |
|---|---|---|---|---|---|
| As-machined | Fine tool lines | Ra 1.6–3.2 µm | Low | None | $ |
| Bead blast | Uniform matte | Ra 1.6–6.3 µm | Cosmetic | Slight | $$ |
| Brushed | Directional satin | Ra 0.4–1.6 µm | Cosmetic | Slight | $$ |
| Polishing | Reflective → mirror | Ra 0.1–0.8 µm | Cosmetic | Removes a little | $$$$ |
| Anodize II (Al) | Matte–satin, any colour | 3–5 µm | Moderate | +½ of thickness / face | $$ |
| Anodize III hard (Al) | Dark, ~400–600 HV | 8–25 µm | High | +~0.01 mm / face | $$$ |
| Chem film / chromate (Al) | Clear or gold | <3 µm | Low–mod | Negligible | $ |
| Passivation (SS) | No visible change | none | Moderate | None | $ |
| Electropolish (SS) | Mirror-bright | Ra 0.1–0.4 µm | High | Removes 5–25 µm | $$$$ |
| Black oxide (steel) | Matte black | <3 µm | Low (needs oil) | Negligible | $ |
| Zinc plate (steel) | Clear / yellow / black | 5–12 µm | Moderate (sacrificial) | +5–12 µm | $ |
| Electroless nickel | Even satin, any geometry | 8–25 µm | High | +8–25 µm, uniform | $$$ |
| Hard chrome | Bright, very hard | 25–250 µm | High | +25–250 µm | $$$$ |
| Powder coat | Durable colour film | 50–100 µm | High | +50–100 µm | $$ |
Anodize suits aluminium; passivation & electropolish are for stainless; black oxide & zinc are for steel; electroless nickel, hard chrome and powder coat take to most metals. Bead blast and brushing raise Ra slightly; plating and anodize copy the surface beneath (see below).
Surface treatments such as anodizing, plating, powder coat and passivation run as a batch and carry a minimum lot charge. Coating one part costs nearly as much as coating ten, because the line processes a full lot either way. So that fixed charge spreads thin across a larger order but lands heavily on a single piece.
Not every process scales the same way. Bath finishes like anodizing share a tank, so a larger batch mostly adds chemistry, not labor: whether it's ten parts or a thousand, the labor per part barely moves. Hand finishing is the opposite. Polishing a complex shape full of edges and corners is done by hand, part by part, so a thousand parts is close to a thousand times the work. (A simple bar can be polished on the machine in a single pass; an intricate shape has to be worked by hand.) The rule of thumb: labor-heavy finishes don't get cheaper with volume, but batch finishes do.
See the finishes





Anodize: Type II vs Type III
Anodizing grows a hard oxide layer into the aluminium instead of sitting on top of it, so the finish is tough and won't chip or peel. Type III is several times thicker and far harder:
Two things to plan for. Dimensions: the layer grows about half into the part and half outward, so a hardcoat adds roughly 0.01 mm to each surface, which matters on a tight bore. Alloy: 6061-T6 and 5052 anodize cleanly and take colour evenly; 7075 can show slight colour variation; 2024 comes out mottled; cast alloys go dull and porous. We'll flag this at DFM review and mask or pre-size the part where it counts.
How to call it out on your drawing
A precise callout removes the back-and-forth and gets you an accurate quote the first time:
SURFACE: Ra 0.8 µm MAX ON FACE A (symbol per ISO 1302 / ASME Y14.36)
MASK: THREADS + BORE B PRIOR TO COATING
DIMENSIONS: MACHINE BORE B TO 12.75 mm BEFORE ANODIZE
Specify a fine Ra only on the faces that need it: a sealing face, a sliding fit, a visible show surface. Leaving the rest as-machined is what keeps the part affordable, and a single mirror-polished face can cost more than all the machining combined.
Five mistakes that cost a respin
- Writing "anodize" with no type. Type II and III differ in thickness, hardness and colour, so always state II or III.
- Ignoring hardcoat growth. Type III adds real thickness, so tight bores and bearing fits need pre-sizing or masking.
- Expecting plating to hide marks. It mirrors the surface beneath, so smooth the part first.
- Powder coat on the wrong part. It cures at 175–200 °C, so keep it off plastics and heat-sensitive assemblies.
- Specifying hard (hexavalent) chrome. It's increasingly restricted under REACH/RoHS, so ask us about trivalent chrome or electroless-nickel alternatives.
What each industry typically specifies
| Industry | Typical material | Typical finish |
|---|---|---|
| Aerospace & drones | 7075 · Ti-6Al-4V | Type III hard anodize; chem film; as-machined |
| Medical & lab | 316 stainless · PEEK | Passivation; electropolish; clean as-machined |
| Robotics & automation | 6061 · 7075 · 17-4PH | Clear / black anodize; bead blast; electroless nickel |
| Consumer | 6061 · 6063 · titanium | Colour anodize; bead blast; brushed |
| Automotive & EV | 4140 · 42CrMo · 6061 | Black oxide; zinc; phosphate; powder coat |
| Industrial | Mild / alloy steel · brass | Zinc plate; powder coat; hard chrome; as-machined |
How to choose
Tell us what the part has to do, whether that is a show face, a sliding fit, corrosion resistance, or conductivity, and we will recommend the right finish at DFM review. If there is a finish you would like to match, send a photo or a sample; we will match the texture and colour as closely as possible and show you a sample first.
